
Vacuum Oil Purifiers
Oil Dehydrators | Oil Reclaimers | Oil Distillation Unit
Our units are made to combine simple operation with high performance, creating more value for your investment.
Hydrocarbon vacuum oil purifiers and oil dehydrators are developed specifically to solve a wide array of contamination issues within refined hydrocarbon and petroleum products.
Vacuum oil purifiers are effective in removing most forms of contamination using both a vacuum and a specific temperature setting to expel contaminants in the form of a gas, while the desired petroleum product remains as it is in its original liquid form. You can rent oil reclaimers and oil distillation units from our fleet or get custom manufactured equipment by contacting us.
Frequently Asked Questions (FAQ’s)
What is a Vacuum Oil Purifier?
A Vacuum Oil Purifier also known as an oil dehydrator, oil reclaimer or oil distillation unit is used to remove contamination from refined petroleum oils and other liquid hydrocarbons. These petroleum products are used in many different industrial, marine, and aerospace processes (including hydraulic systems using fluid power, lube oil systems and bearings, and gears and storage facilities, like tank farms).
Why is your oil reclaimers able to operate at such high vacuums without excessive foaming?
This unique design incorporates a larger surface area and more residency time, which enables the fluid product to achieve high-efficiency gas removal rates as it enters the vacuum tower. Once the fluid has been degassed and dehydrated in the vacuum tower, the oil is pumped downstream for removal of its 1 micron and greater sized particulates.
Our patent pending vacuum tower virtually eliminates foam from your systems to allow you to operate at a higher vacuum level and significantly improve your water removal rates while still providing stable operation.
What ISO cleanliness counts can these achieve?
Particulates are most often removed in higher particle counts from ISO 22/21/19 to lower particle counts of ISO 16/14/11 using 5-micron Beta(c) greater than 1000 filter elements.
How do you handle upstream and downstream filtration?
Particulate filtration can be reduced through upstream and downstream filtration mechanisms.
For our upstream filtration applications, we typically use a High Capacity Inlet Bag Filter rated at 250-microns. This filter has a larger surface area than most of our competitor’s systems and can even be removed for inspection of particles.
The downstream filtration located in our patent pending vacuum tower uses Micro-glass filter media, a man-made material used commonly among petroleum products. Because the Micro-glass filter is synthetic, it has a higher efficiency and dirt-loading capacity than other outdated filter materials like cellulose.
What models of oil dehydrators are available?
We carry five standard Oil Purifier models (5 GPM, 10 GPM, 20 GPM, 50 GPM, and 100 GPM) designed to further optimize your systems. Models to meets your need can be built to specification.
How effective are these are removing water? How fast can they remove water?
HFS Vacuum Dehydration Systems are capable of removing more than 2800 PPM and up to 20 PPM more dissolved water particles than most systems. This is due to patent pending vacuum tower design that uses flash oil distillation unit combined with mass transfer to achieve higher rates of contamination extraction.
HFS Vacuum Dehydration Systems have shown to provide up to 200% faster water extraction rates when operating a -25″ Hg vacuum at 150 degrees Fahrenheit. They have the ability to remove 100% of the free and emulsified water in oil and 98% of the dissolved gases in oil.
Should I use these to transfer oil or kidney loop operations?
To transfer and filter oil from one reservoir to another, we recommend using a Vacuum Oil Purifier. These systems are generally connected to one of the reservoirs and installed into the circulation process.
This process, known as Kidney Loop Filtration, involves fluid being recirculated many times between the reservoir and the purifier. You can think of this process as being very similar to how our kidneys continuously filter blood throughout the body.
After about 10 or 20 passes, water, dissolved gasses, and other particulate contamination will generally meet or even exceed the most recent oil cleanliness results.
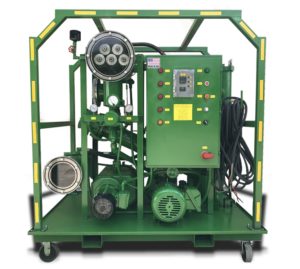
What equipment is included in this skid?
Hydrocarbon Filtration System’s standard Vacuum Oil Purifier, Oil Reclaimer, and Oil Distillation Units come with a 304 Stainless Steel Vacuum Chamber, water sump, oil heaters, and piping.
By eliminating the carbon steel in these parts, internal coatings are no longer required— which removes unsightly staining, chipping and peeling of these expensive coatings. This is important when internal coatings chip off, becoming another source of downstream contamination hindering your system’s overall performance.
All of our motors are protected by Variable Frequency Drives and Soft-Start Systems for increased mechanical life. Phase rotation hardware has been eliminated completely from the purification process.
Hydrocarbon Filtration Systems models include an Auto Alarm Self-Check to ensure that the system is ready and safe to operate.
For added efficiency, the stainless oil heater has been mounted directly to the vacuum tower and our vacuum vessels are equipped with Double O-rings to extend the life and integrity of the sealing surfaces.
Other features of our Vacuum Oil Purifiers include Auto Water Drain, Moisture Indicator, Particle Counter, and protective cage options.
HFS Vacuum Dehydration Systems have also been shown to carry one of the lowest decibel ratings in the industry under standard operating conditions.
What are the typical settings these operate at?
A typical vacuum is set at -25″ Hg or higher, with the temperature raised to 150 degrees Fahrenheit. At this setting, most contamination will be evaporated off into the atmosphere and can later be condensed back into a liquid or gas.
Water, for example, will evaporate into a gas and be sent back into the atmosphere, along with many other lighter and more volatile hydrocarbons. In some cases, these lighter hydrocarbons may also be sent off to a process flare system for burn off.
Why does vacuum oil distillation unit / vacuum dehydration extend oil life?
Many dissolved gases found in oil like oxygen, hydrogen, propane, methane, butane, and acetylene are easily separated from the main petroleum or hydrocarbon product when exposed to a vacuum. This is because gasses from air have oxygen and when removed from oil, they will substantially decrease an oil’s oxidation rate. This step is crucial to the overall optimization process because oxidation in oil- when combined with heat and pressure, will greatly influence an oil’s rate of decay or additive package depletion.
Having a Vacuum Distillation System or Vacuum Dehydrator can dramatically extend the life of an oil product and decrease your plant’s mechanical downtime and overall loss of production over time.
What contaminants do oil reclaimers remove?
In petroleum oils like these, you will most often find contaminants like water, gas, lighter hydrocarbons, particulate matter, or even process seal leaks from steam turbine seals or compressor seals.
Contamination may also be introduced into certain systems through contact with the environment, the atmosphere, and transfer of product from other contaminated sources like tanks, reservoirs, pipelines, and barrels.
What onsite electrical requirements do these have?
Most systems are 460 V/3 Phase Power, and require anything between 20 to 100 amps of power supply, depending on the size and load of the system. They range in size from 2 feet deep by 2 feet wide by 4 feet tall and 200 pounds, to 6 feet deep by 10 feet wide by 7 feet tall, and weighing up to 6,500 pounds.
What area classifications/explosion proof/NEMA standards do these meet?
Many of our filtration systems are NEMA 4 Electrical Compliant and can be operated outdoors in most weather conditions.
We also specialize in NEMA 7 Explosion Proof systems that meet Class 1, Division 2, and Groups C&D electrical specifications.









